Las Muelas de Rectificado se utilizan en máquinas rectificadoras, por ejemplo máquinas tangenciales o rectificadoras cilíndricas.

El acabado de las piezas que se producen en estas máquinas, tanto como el rendimiento y el tiempo del mecanizado dependen en gran medida de la elección correcta de la muela.
Los resultados obtenidos en el rectificado dependen de muchos factores y los resultados pueden verse influenciados considerablemente por pequeñas irregularidades.
Con una muela de grano fino puede obtenerse un acabado de espejo, pero si se desea efectuar un rectificado en un tiempo razonable, la pieza se calentará demasiado.
Por otra parte, una muela de grano grueso efectuará el rectificado en tiempo corto, pero a expensas de la calidad, es decir una acabado muy basto o grueso.
El Grado, la Estructura y el Aglutinante de la muela son importantes cuando se elijen muelas de rectificado.
Información básica sobre la Muelas de Rectificado.
Abrasivos
El abrasivo más utilizado es el corindón (Al2O3 – Símbolo A). Puede obtenerse en distintas calidades y grados. El corindón normal suele ser de color marrón y se utiliza para rectificado en desbaste y para rectificar acero dulce. El corindón noble es más duro, generalmente de color blanco, azul o rosa, utilizándose para piezas templadas y para rectificados finos.
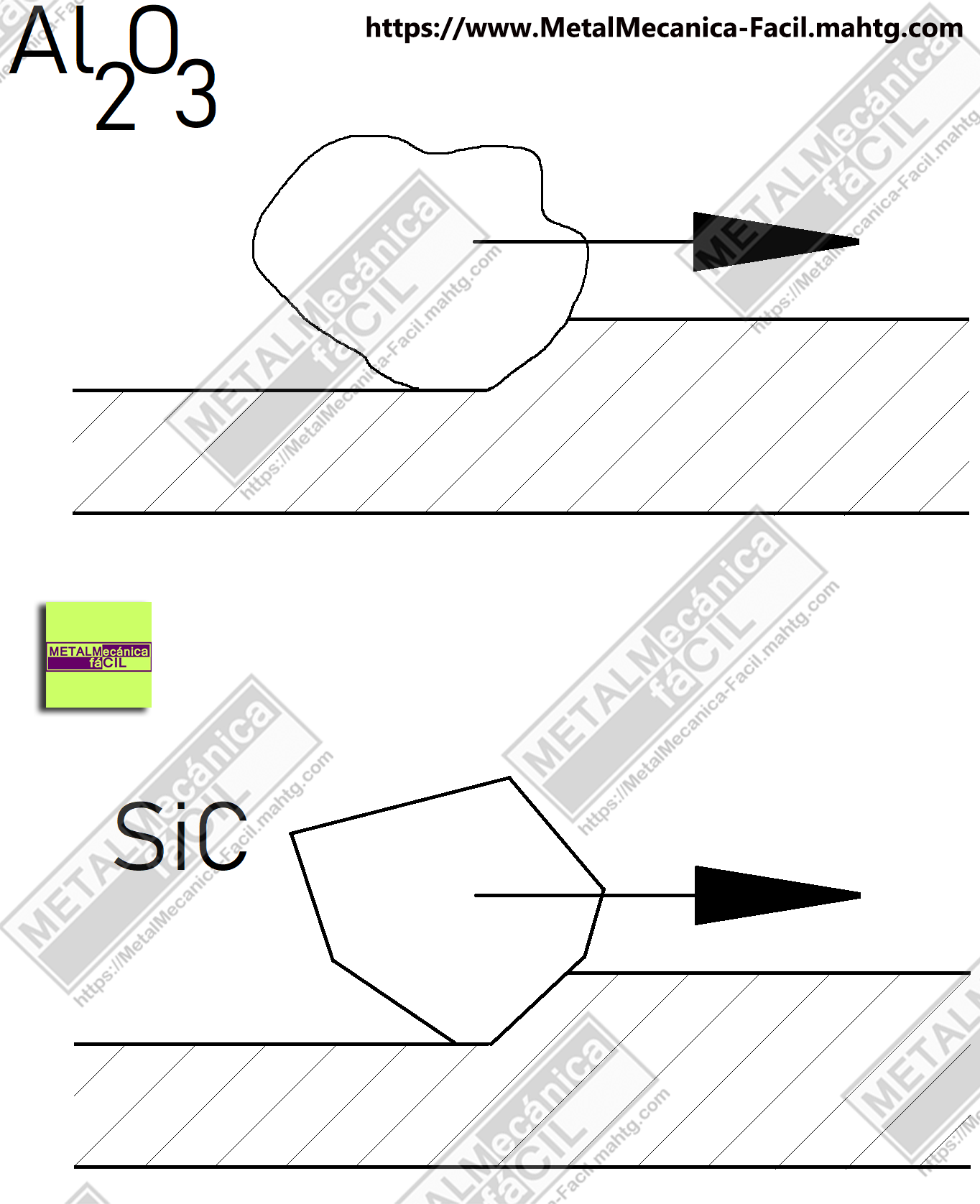
El carburo de silicio (SiC – símbolo C) se utiliza a menudo para materiales de viruta corta, tal como hierro fundido, latón, aluminio o vidrio. El Carburo de silicio es más duro y más frágil que el corindón. Existe en dos calidades: gris y verde, siendo la más dura esta última.
Grano
Los valores indicados a continuación indican el número de mallas por una pulgada (1 in.) de la criba utilizada para clasificación de los granos:
Basto: de 8 a 24.
Medio: de 30 a 60.
Fino: de 80 a 180.
Extrafino: de 220 a 400.
Los granos gruesos se eligen para rectificados de desbaste, para piezas grandes, materiales blandos y superficies de contactos grandes (rectificado de superficies planas). Los granos finos se eligen para superficies finas y lisas, piezas pequeñas, materiales duros y superficies de contacto pequeñas (rectificado cilíndrico).
Con una muela de grano muy fino hay que contar con un tiempo de rectificado más largo y una mayor producción de calor.
Grados
Los granos estarán ligados más o menos firmemente según la cantidad de aglutinante. Los grados que puede tener una muela son los siguientes:
Blando: H – I – J – K
Medio: L – M – N – O
Duro: P – Q – R – S
Con una muela blanda los granos se desprenden rápidamente, dejando lugar a granos nuevos afilados. En una muela dura, la gran cantidad de aglutinante mantendrá sujetos los granos durante más tiempo, la vida de la muela será más larga, pero perderá corte y habrá que aumentar la presión de rectificado.
Con los trabajos de rectificado cilíndrico, la superficie de contacto entre la muela y la pieza es muy pequeña, pudiendo utilizarse una gran presión de rectificado. En consecuencia, se recomienda utilizar una muela de grado duro, por ejemplo L – P
No debe confundirse el grado de la muela con la dureza del grano.
Estructura de las Muelas de Rectificado
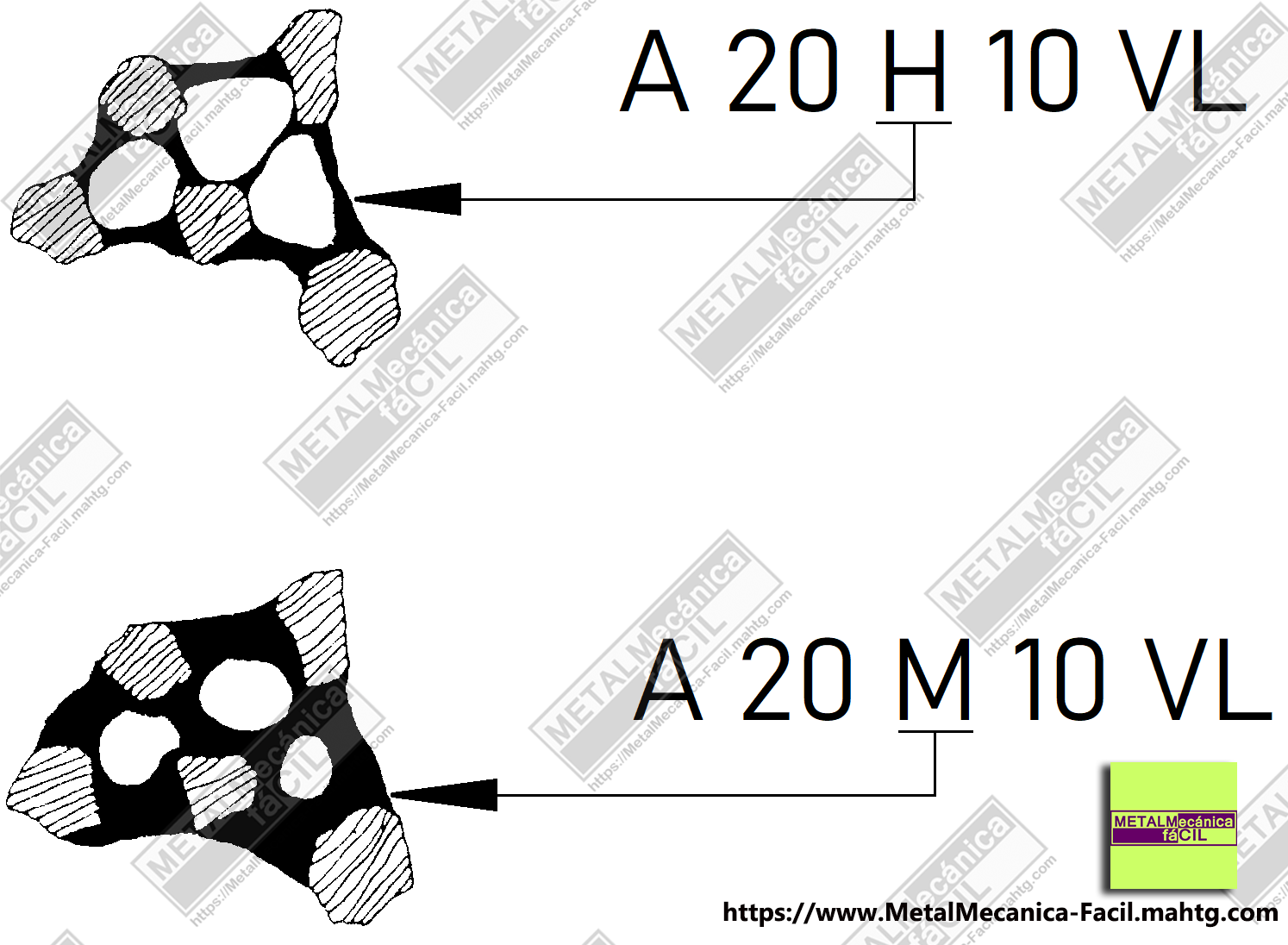
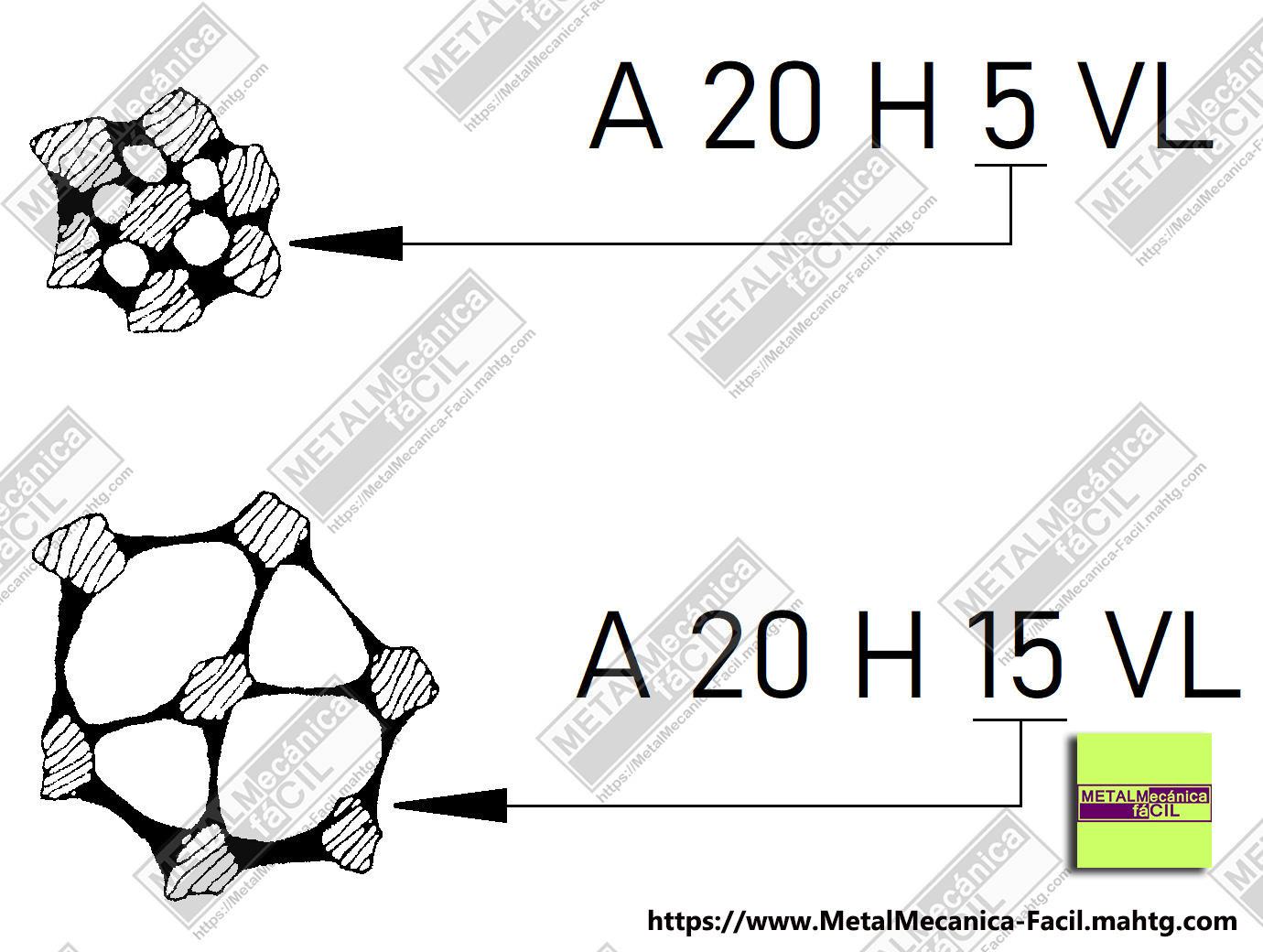
El espaciado de los granos, su porosidad, es también importante cuando se habla de la dureza. Una estructura abierta (porosa) necesitará mayor cantidad de aglutinante para obtener la misma dureza que una estructura compacta.
Las siguientes combinaciones de aglutinante y estructura dan prácticamernte la misma dureza:
H5 – I8 – J11 – K14
Las cifras indican el volumen de poros, y van desde el 3, que es una estructura compacta hasta el 16 que es una estructura porosa.
Para trabajos de rectificado cilíndrico se recomienda una estructura compacta, entre 4 y 6.
Aglutinantes
El aglutinanate es un elemento que permite la unión de los granos de la muela mientras se ejecuta la operación de rectificado.
La primera letra de la designación del aglutinante indica su tipo básico:
V = Cerámica.
B = feno – plástica.
R = goma
Para el rectificado cilíndrico se utilizan generalmente aglutinantes cerámicos. Los feno-plásticos se utilizan a menudo para rectificados de desbaste y para rectificado a altas velocidades. La goma se emplea en casos especiales.
Velocidades de Corte de las Muelas de Rectificado
Una muela nueva tiene una velocidad periférica de 32 m/seg.
Para asegurar una velocidad de corte eficaz, se recomienda no bajar de 26 m/seg.
También te puede interesar: Revoluciones Por Minuto para las Muelas de Esmeril
Velocidad de giro de la pieza:
En trabajos de rectifcado cilíndricos normales, su velocidad debe ser de 15 a 25 m/min. rectificando piezas pequeñas y cigueñales, debe utilizarse una velocidad algo menor, por ejemplo de 6 a 10 m/min.
Muchas veces pueden eliminarse vibraciones cambiando de velocidad.
Si la muela se pone lisa y embazada, presentando tendencia a quemar la pieza, generalmente esto es debido a que es demasiado dura . Esto puede remediarse aumentando la presión de rectificado, aumentando la velocidad de giro de la pieza o efectuando un perfilado de desbaste de la muela.
El perfilado de la muela debe hacerse siempre con un diamante afilado.
Con esta información espero poder haber explicado de la mejor manera las características conceptos e información acerca de las Muelas de Rectificado.
Si crees que esta nota te puede ayudar o te ha servido, te pido que por favor votes con la calificación más alta de estrellas en la parte de abajo de este artículo.
Muchas Gracias.
Facebook, Twitter, Instagram, YouTube, Patreon, TikTok